Přípravek na broušení vrtáku možná i více věcí
Pravidla fóra
Toto forum vyzaduje schvaleni prispevku moderatorem.
Toto forum vyzaduje schvaleni prispevku moderatorem.
Zdravím, dlouho dobu se snažím naučit se brousit vrtáky, i když je to lepší stejně to není ono a hlavně u meších vrtáku se mi nedaří, aby vrták zabíral na obě straně stejně. je to problém hlavně u navrtávacích vrtáků, kde pak otvor vždy malinko ujede. Vymyslel jsem si takovýto přípravek, ale nevím jestli nebude problém s tím, že osa Y se posouvá bez změny úhlu. Na broušení ,,fazony,, to až takový vliv mít asi nebude, ale mám strach, že při broušení ,, podbrusu,, to problém bude. Když jsem teď koukal na internetu na nějaké přípravky na broušení, tak ,, podbrus,, dělali změnou uhlu a pak vrták pouze více vysunuly v ose vrtáku, kdežto na tom mém přípravku se vrták nevysune ale přiblíží se ,, bokem,, k brusu. Jinak tento tvar přípravku jsem zvolil, aby se nechala vyměnit ,,točna,, s kleštinovým upínačem, za točnu s držákem na soustružnické nože, a pak by pomocí něj dali brousit i soustružnické nože. Jinak teorie je taková. Že nastavím úhly vložím vrták do kleštinového upínače vybrousím jednu stranu vrtáku, pak zatáhnu proti tlaku pružiny otočím o 180 stupnu a přebrousím druhou stranu vrtáku. ( k tomu budou sloužit ty otvory po 30 stupnich co jsou na ,,madle,, na kleštinovém upínači). Jaký je Váš názor? omlouvám se za možné špatné pojmenování popisovaných věcí, jsem amatér............... Děkuji
- Přílohy
-
-
-
-
O výrobu se postarám já a kamarád s frezkou. Ani jsem nepředpokládal, ze na poprvé to bude nejlepší konstrukce na světě. Kde tedy vidíš hlavní problém ,,konstrukce,, ? Jinak osa x bude tak dlouhá , aby přípravek mohl jezdit po obou kotoucich dvou kotoučové brusky.
na podobných bruskách bývá upínací kleština to největší - ty to máš naopak
podepřené tyče unesou hodně, ale je to mazané ložisko, které nepůjde dobře zakrytovat - to znamená, že tomu předpovím životnost pár broušení
nastavení sklonu je zbytečně náročné na výrobu a nepohodlné na použití ...
zvolený princip broušení vrtáků nestojí za tak složitou konstrukci
nevidím šroub mikroposuvu do záběru
ale jako většina mladých začínajících povíš jen část informací, těžko pak radit - do vlákna - "potřebuji vyrobit" dáš půl nákresu, pak přihodíš druhý kotouč a kamaráda, co to bude vyrábět ...
asi zbytečný dotaz - proč na youtube napřed neprojdeš broušení vrtáků a pak něco neopráskneš ?
podepřené tyče unesou hodně, ale je to mazané ložisko, které nepůjde dobře zakrytovat - to znamená, že tomu předpovím životnost pár broušení
nastavení sklonu je zbytečně náročné na výrobu a nepohodlné na použití ...
zvolený princip broušení vrtáků nestojí za tak složitou konstrukci
nevidím šroub mikroposuvu do záběru
ale jako většina mladých začínajících povíš jen část informací, těžko pak radit - do vlákna - "potřebuji vyrobit" dáš půl nákresu, pak přihodíš druhý kotouč a kamaráda, co to bude vyrábět ...
asi zbytečný dotaz - proč na youtube napřed neprojdeš broušení vrtáků a pak něco neopráskneš ?
Víťa - BF20 - upraveno na CNC + Mach3 + SS, soustruh CJM250, MK3 Průša, ostřička nástrojů
upínací kleština je zvolena ER 20 tedy pro vrtáky 1-13mm což mě osobně stačí - je pravda, že když už to bude tak ,, drahý a složitý,, přípravek, že by už asi klidně mohl být větší, nicméně nechci z toho dělat nějakou obludnost, základ bude hobby bruska.
S problém se životností lineárního vedení souhlasím, bohužel nevím jakým levnějším řešením jej nahradit. Samozřejmě se pokusím přípravek co nejvíce zakrytovat, ale to nebude stále ono.
U nastavení sklonu bohužel nevím jak jinak to vyřešit, tohle jsme pokládal za jednoduché
Zvolený princip broušení po vzoru DBS-22
šroub mikroposuvu jsem na osu Y nekreslil, protože je to náročné na zkreslení a na posouzení přípravku a jeho funkčnosti jsem to nepovažoval za duležite.
Na YouTube jsme prošel spousty videí a na základě jich stvořil toto, za účelem možnosti brousit i nože pro soustruh. Všechny co jsem našel na netu byli jen a jen pro vrtáky a po přečtení komentářů a mnoho z nich lidé uváděli, že jsou v praxi nepoužitelné.
Polovička výkresu je zavádějící pojem, pouze je osa x kratší než ve skutečnosti bude a druhý brusný kotouč bude mít naprosto stejné rozměry jako tento (počítám s diamantovým orovnávačem, který bude orovnávat oba kotouče na stejnou velikost, kvuli zachování požadovaných uhlu.
S problém se životností lineárního vedení souhlasím, bohužel nevím jakým levnějším řešením jej nahradit. Samozřejmě se pokusím přípravek co nejvíce zakrytovat, ale to nebude stále ono.
U nastavení sklonu bohužel nevím jak jinak to vyřešit, tohle jsme pokládal za jednoduché
Zvolený princip broušení po vzoru DBS-22
šroub mikroposuvu jsem na osu Y nekreslil, protože je to náročné na zkreslení a na posouzení přípravku a jeho funkčnosti jsem to nepovažoval za duležite.
Na YouTube jsme prošel spousty videí a na základě jich stvořil toto, za účelem možnosti brousit i nože pro soustruh. Všechny co jsem našel na netu byli jen a jen pro vrtáky a po přečtení komentářů a mnoho z nich lidé uváděli, že jsou v praxi nepoužitelné.
Polovička výkresu je zavádějící pojem, pouze je osa x kratší než ve skutečnosti bude a druhý brusný kotouč bude mít naprosto stejné rozměry jako tento (počítám s diamantovým orovnávačem, který bude orovnávat oba kotouče na stejnou velikost, kvuli zachování požadovaných uhlu.
Jo ještě tak rok a pak budeš řešit něco do třicítky ,protože zjistíš že nabrousit větší vrták chce šablonku a jistou ruku .sergio píše:upínací kleština je zvolena ER 20 tedy pro vrtáky 1-13mm což mě osobně stačí .
http://www.rm-reznicek.cz" onclick="window.open(this.href);return false;
ER20 ... na vrtáky 13mm ? to budeš vyrábět i držák kleštin aby byl průchozí pro vrták ?
koukni jak to dělá TORMEK, ten používá stejný postup broušení vrtáků
koukni jak to dělá TORMEK, ten používá stejný postup broušení vrtáků
Naposledy upravil(a) chb dne 19. 3. 2017, 5:18, celkem upraveno 1 x.
Víťa - BF20 - upraveno na CNC + Mach3 + SS, soustruh CJM250, MK3 Průša, ostřička nástrojů
Chci použít tento kleštinový upínač, který už pruchozí je. http://www.ebay.com/itm/C20-ER20A-100L- ... 1375841202" onclick="window.open(this.href);return false;
Jinak ten TORMEK z něj ,,vycházím,, líbí se mi jejich jednoduchost, je tam jsou ty drážky a nevím jak to postavit aby to bylo stabilní pro dva ktouče
Jinak ten TORMEK z něj ,,vycházím,, líbí se mi jejich jednoduchost, je tam jsou ty drážky a nevím jak to postavit aby to bylo stabilní pro dva ktouče
stejně si myslím, že ER na vrtáky je drahá a nevhodná volba - krátké upnutí za šroubovici ?
a dva kotouče přesně stejného průměru ... je myslím zbytečná a těžko dosažitelná komplikace
a dva kotouče přesně stejného průměru ... je myslím zbytečná a těžko dosažitelná komplikace
Víťa - BF20 - upraveno na CNC + Mach3 + SS, soustruh CJM250, MK3 Průša, ostřička nástrojů
no když koupím třeba tuto sadu http://www.ebay.com/itm/13Pcs-ER20-Spri ... SwMmBVjM18" onclick="window.open(this.href);return false; za 600 kč a upínač taky za 500 tak to tak hrozné nebude. To že kleštiny jsou nevhodné usuzuješ podle čeho? protože třeba profi brusky na vrtáky http://www.naradi-pro.cz/bruska-na-vrtaky" onclick="window.open(this.href);return false; používájí taky kleštiny. uznávám, že přesnější než jsou ty z číny, ale přesnější zpusob upinaní vrtáku v rozumné ceně mě nenapadá.
Dva kotouče stejného pruměru ? no pokud se mi podaří hodně přesně usadit osu x rovnoběžně s osou brusky tak v tom problém nevidím protože až budu mít upnutý diamantový orovnavač tak na jedno upnutí přejedu oba kotouče a i když tam bude třeba nepřesnost v rovnoběžnosti os tak tak tímto docílím stejné vzdálenosti nástroje od brusného kotouče i za cenu, že třeba jeden z kotoučů bude mít o milimetr menší pruměr než druhý.
Dva kotouče stejného pruměru ? no pokud se mi podaří hodně přesně usadit osu x rovnoběžně s osou brusky tak v tom problém nevidím protože až budu mít upnutý diamantový orovnavač tak na jedno upnutí přejedu oba kotouče a i když tam bude třeba nepřesnost v rovnoběžnosti os tak tak tímto docílím stejné vzdálenosti nástroje od brusného kotouče i za cenu, že třeba jeden z kotoučů bude mít o milimetr menší pruměr než druhý.
přesnost kleštin na amatérskou konstrukci brusky je víc než dostatečná, toho se neboj. Okopíruj ale i způsob/postup upínání vrtáku.sergio píše:no když koupím třeba tuto sadu http://www.ebay.com/itm/13Pcs-ER20-Spri ... SwMmBVjM18" onclick="window.open(this.href);return false; za 600 kč a upínač taky za 500 tak to tak hrozné nebude. To že kleštiny jsou nevhodné usuzuješ podle čeho? protože třeba profi brusky na vrtáky http://www.naradi-pro.cz/bruska-na-vrtaky" onclick="window.open(this.href);return false; používájí taky kleštiny. uznávám, že přesnější než jsou ty z číny, ale přesnější zpusob upinaní vrtáku v rozumné ceně mě nenapadá.
Dva kotouče stejného pruměru ? no pokud se mi podaří hodně přesně usadit osu x rovnoběžně s osou brusky tak v tom problém nevidím protože až budu mít upnutý diamantový orovnavač tak na jedno upnutí přejedu oba kotouče a i když tam bude třeba nepřesnost v rovnoběžnosti os tak tak tímto docílím stejné vzdálenosti nástroje od brusného kotouče i za cenu, že třeba jeden z kotoučů bude mít o milimetr menší pruměr než druhý.
diamantový orovnávač je za peníze, rovnat dva brusné kotouče do nějaké roviny mi přijde nadbytečné ... také škoda kotoučů.
"hodně přesně usadit osu X" ... pokud to umíš vyrobit hodně přesně - tak zvol lepší metodu broušení vrtáků. Na zvolený způsob broušení vrtáků/nožů, dle mého názoru, stačí primitivnější konstrukce. Nevidím, že by jsi nějak řešil podbrus vrtáku - tím jsi jen v půli cesty.
když už řešíš pojezd na oba kotouče - dej ty dlouhé kolejnice nahoru už naklápěcí = na nich bude už jednoduchý vozík jezdící jen do strany.
(pro sebe jsem si vyřešil i mikroposuv těch kolejnic - tedy vozík mám skutečně jednoduchý)
Víťa - BF20 - upraveno na CNC + Mach3 + SS, soustruh CJM250, MK3 Průša, ostřička nástrojů
To zní zajímavě.
Právě ten podbrus to je důvod, proč jsem to sem dával. U TORMKETu (snaha je kopírovat) je ten podbrus řešený poměrně snadno a to tím, že zvýší úhel z broušení 7 stupnu na mnohem větší - není specifikován (dělají ho tak, že uvolní šroub držící uhel broušení, povolí sevření vrtáku, vysunou vrták o 15mm, znovu utáhnou sevření vrtáku, nakloní celý přípravek dokud se vrták nedotkne brusného kotouče, zajistí šroub držící uhel celého přípravku, ubrušují dokud držák vrtáku nenarazí na doraz)
U mého přípravku jsem myslel, že sklopím celý přípravek, posuvem v ose Y budu ubrušovat dokud nevytvořím rozumnou míru pobrusu. Po ubrání podbrusu z jedné strany, bych si poznačil hodnotu na posuvu Y, otočil vrták a ubrušoval, dokud bych posuvem Y nedošel na zaznamenanou hodnotu. A tím se dostávám k tomu z čeho mám obavu. Oni se přibližují k brusnému kotouči při vytváření podbrusu v ose vrtáku, kdežto v mém případě řešení podbrusu se budu přibližovat ne v ose vrtáku, ale v ose kotouče. Bohužel si neumím představit zda to fungovat bude, nebo ne. Asi budu muset nakreslit ve Sketch Up i vrták a zkusím to nasimulovat.
Co se týče změny uhlu naklápěním včetně osy X tak, to jsem měl původně, ale když jsem to nakreslil tak mi přišlo že vrták je už hodně vzdálený od pohyblivé osy náklonu a tak i při malé změně úhlu broušení se vrták strašně moc oddaloval, nebo přibližoval k brusnému kotouči. Což by mohl být problém právě u toho podbrusu kde se poměrně významně mění uhel broušení.
Píšeš, že u sebe to máš vyřešeno nějak jinak. Mohl by jsi poskytnou nějakou fotku, nebo náčrtek, abych se mohl poučit od někoho kdo tomu více rozumí a už má více zkušeností.
Děkuji
Právě ten podbrus to je důvod, proč jsem to sem dával. U TORMKETu (snaha je kopírovat) je ten podbrus řešený poměrně snadno a to tím, že zvýší úhel z broušení 7 stupnu na mnohem větší - není specifikován (dělají ho tak, že uvolní šroub držící uhel broušení, povolí sevření vrtáku, vysunou vrták o 15mm, znovu utáhnou sevření vrtáku, nakloní celý přípravek dokud se vrták nedotkne brusného kotouče, zajistí šroub držící uhel celého přípravku, ubrušují dokud držák vrtáku nenarazí na doraz)
U mého přípravku jsem myslel, že sklopím celý přípravek, posuvem v ose Y budu ubrušovat dokud nevytvořím rozumnou míru pobrusu. Po ubrání podbrusu z jedné strany, bych si poznačil hodnotu na posuvu Y, otočil vrták a ubrušoval, dokud bych posuvem Y nedošel na zaznamenanou hodnotu. A tím se dostávám k tomu z čeho mám obavu. Oni se přibližují k brusnému kotouči při vytváření podbrusu v ose vrtáku, kdežto v mém případě řešení podbrusu se budu přibližovat ne v ose vrtáku, ale v ose kotouče. Bohužel si neumím představit zda to fungovat bude, nebo ne. Asi budu muset nakreslit ve Sketch Up i vrták a zkusím to nasimulovat.
Co se týče změny uhlu naklápěním včetně osy X tak, to jsem měl původně, ale když jsem to nakreslil tak mi přišlo že vrták je už hodně vzdálený od pohyblivé osy náklonu a tak i při malé změně úhlu broušení se vrták strašně moc oddaloval, nebo přibližoval k brusnému kotouči. Což by mohl být problém právě u toho podbrusu kde se poměrně významně mění uhel broušení.
Píšeš, že u sebe to máš vyřešeno nějak jinak. Mohl by jsi poskytnou nějakou fotku, nebo náčrtek, abych se mohl poučit od někoho kdo tomu více rozumí a už má více zkušeností.
Děkuji
nechceš sa inšpirovať už existujúcim a jednoduchým prípravkom?
tento je z NUA25
ja ho plánujem vylepšiť o jednoduchšie, lepšie a presnejšie upínanie vrtáku. ideálne s možnosťou otočenia o 180st., aby som nabrúsil obidva brity najedno upnutie.
tento má to otáčanie, je z BN102
tento je z NUA25
tento má to otáčanie, je z BN102
Není lepší se nejdříve rozhlédnout a nevymýšlet už jednou vymyšlené? Je toho plný net, třeba hledat pod heslem "4 facet drill sharpening jig" toto je jen příklad s popisem i výsledky provedení...
O něco univerálnější jsou pak různé verze brusky Quorn nebo také Bonelle:
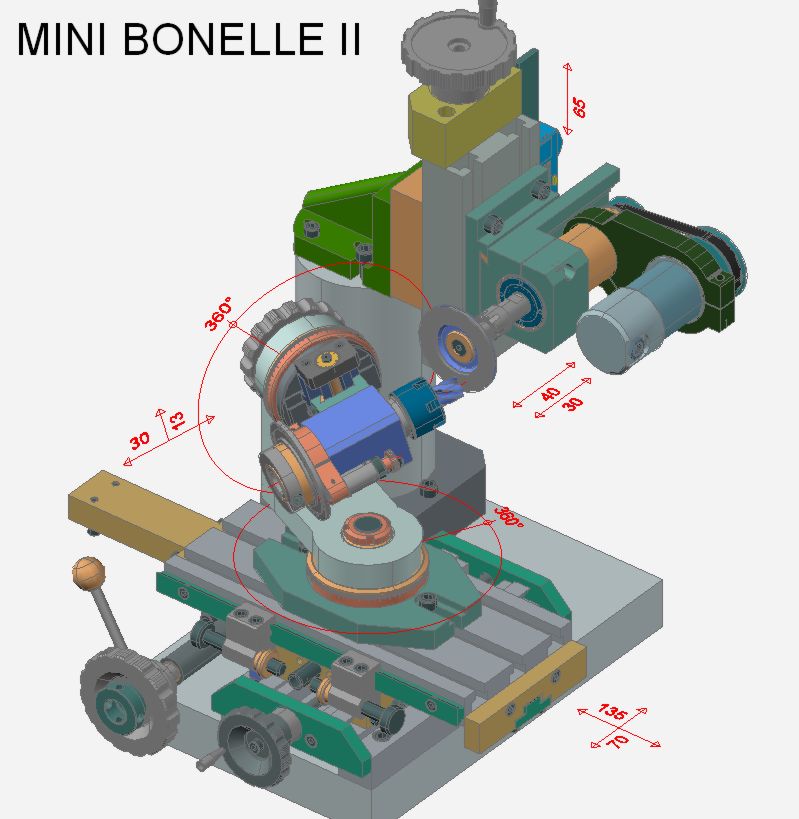
O něco univerálnější jsou pak různé verze brusky Quorn nebo také Bonelle: